Modular storage for bulk bitumen
Bitutainer™ Storage Facility
The Bitutainer™ Storage Facility is a modular, scalable system designed to provide efficient, safe, and flexible bulk bitumen storage wherever it’s needed. Unlike traditional fixed infrastructure, it can be deployed rapidly, scaled up or down to suit demand, and relocated as project requirements evolve. With minimal civil works and high resale value, it’s a smart, low-risk solution for projects where time, space, and capital are critical.
- Modular layouts tailored to your project
- Uses TEC’s Storage Bitutainers™ – High Capacity, High Performance, or MEST
- No bund wall or groundworks required
- Expandable to full-scale terminal configurations
Struggling with costly, time-intensive site builds?
Permanent storage terminals require major civil works, long timelines, and high investment. TEC’s modular facility eliminates bund walls and concrete foundations, cutting installation time and costs significantly, without compromising on capacity or compliance.
Need scalable storage that grows with your operations?
Whether you’re starting small or planning for expansion, the Bitutainer™ Storage Facility adapts. Its modular design allows you to increase storage capacity easily, with options ranging from a few tanks to full-scale terminals.
Worried about heat maintenance and product integrity?
Having modular storage means you have the flexibility to have dedicated tanks for specific grades, which can be managed individually and only heated as and when required. Unlike traditional tank farms, TEC’s solution uses insulated Storage Bitutainers™ — available in High Capacity, High Performance, or MEST models — to minimise heat loss, reduce energy consumption, and protect your product during long-term storage.
Operating in remote or temporary locations?
This containerised system is purpose-built for fast deployment in even the most logistically challenging environments. Delivered by standard transport methods, each tank arrives ready to operate, making it ideal for project sites, seasonal demand, or emergency operations.
Why the Bitutainer™ Storage
Facility is market leading
Large Scale Facility
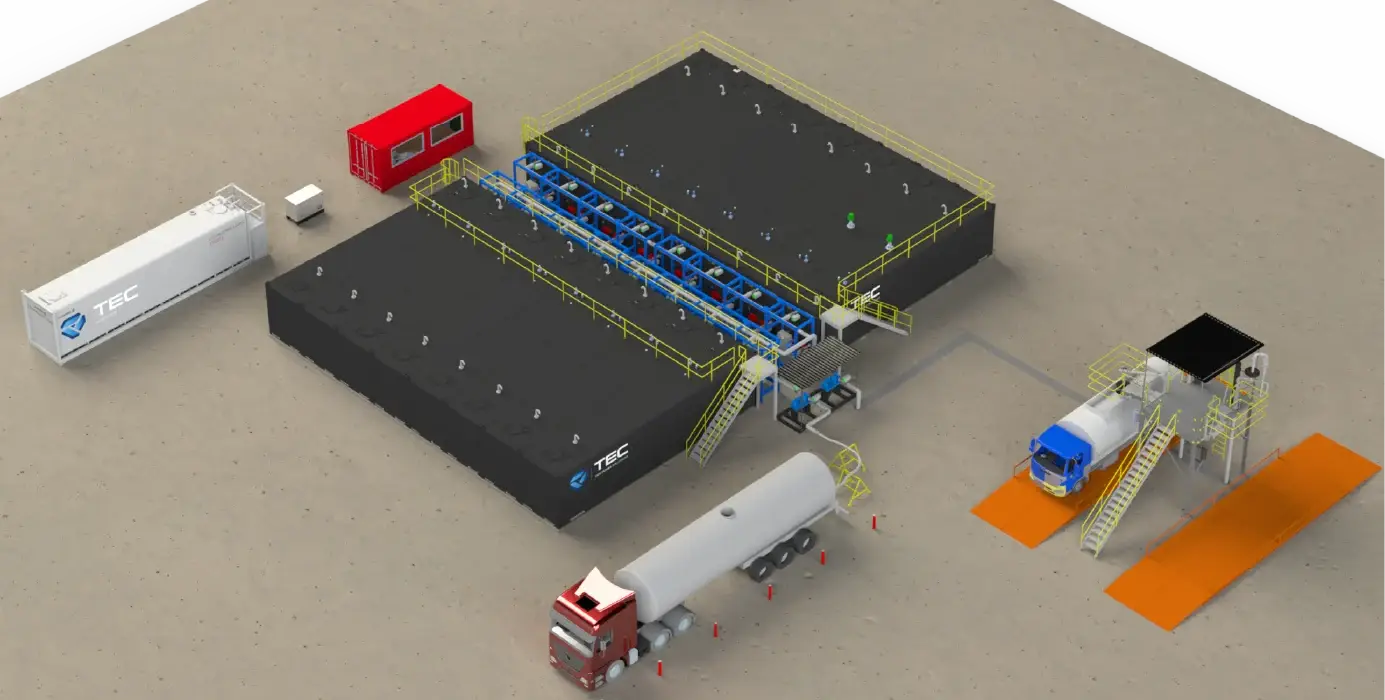
Dedicated Control Room Integration
Customised Site Layout
Advanced Loading Infrastructure
Dual Pump Skid Systems
Customised Site Layout
Designed and engineered to fit client site constraints while delivering maximum storage volume and optimal tanker movement flow.
Dual Pump Skid Systems
Twin pump skids for simultaneous loading and unloading, fitted with high-temperature insulation and built-in flow meters for volume accuracy.
Dedicated Control Room Integration
Optional containerised control room housing SCADA-based interface for remote monitoring, control, and data capture of operations.
Advanced Loading Infrastructure
Multi-lane gantries with automated loading arms, fall protection systems, and real-time product temperature display ensure fast, safe bulk dispatch.
Medium Scale Facility
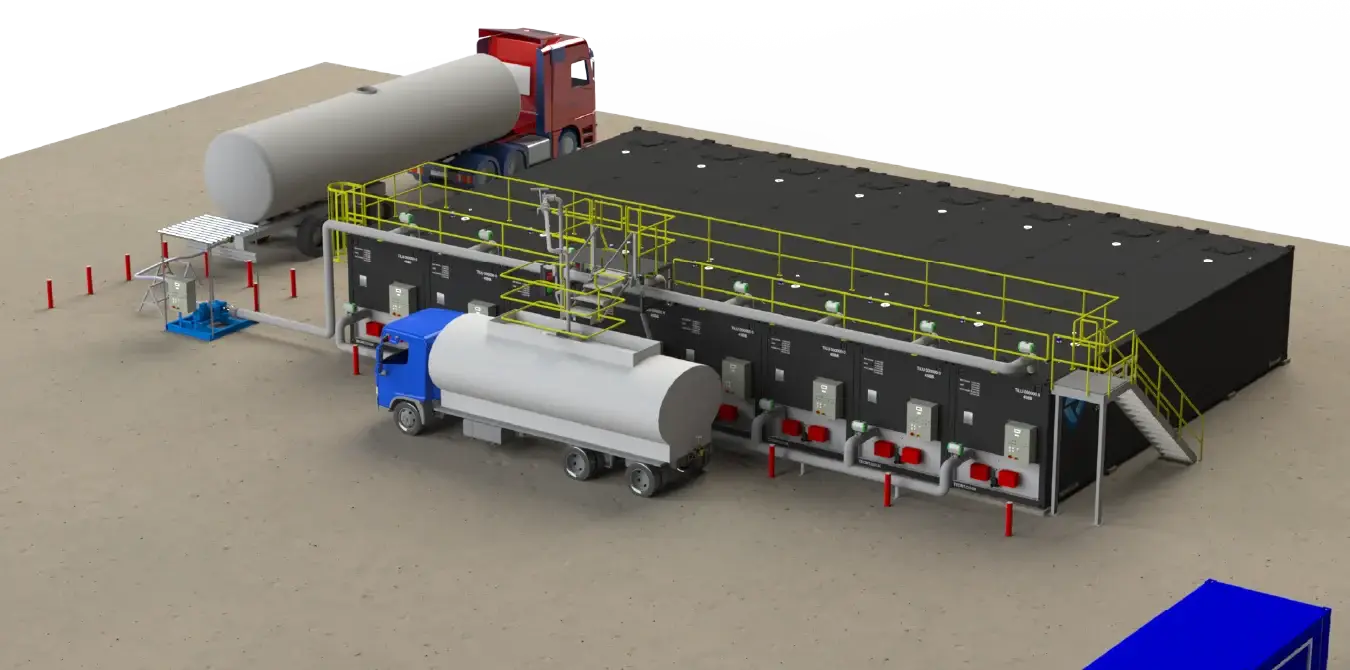
Static Pump Skid
Expandable Configuration
Integrated Instrumentation & Control
Static Loading Gantry
Static Loading Gantry
Enables direct top-loading of road tankers, equipped with safety access stairs and fall protection to meet HSE standards.
Static Pump Skid
Skid-mounted, thermally insulated pump unit allows precise loading and unloading of bitumen products with high flow capacity and optional filtration.
Integrated Instrumentation & Control
Localised control panel displays flow rate, temperature, and operational status — streamlining operations and enabling consistent, safe performance.
Expandable Configuration
Easily scalable with additional tanks or pump units, adapting to evolving site demands without redesign or major civil work.
Small Scale Facility
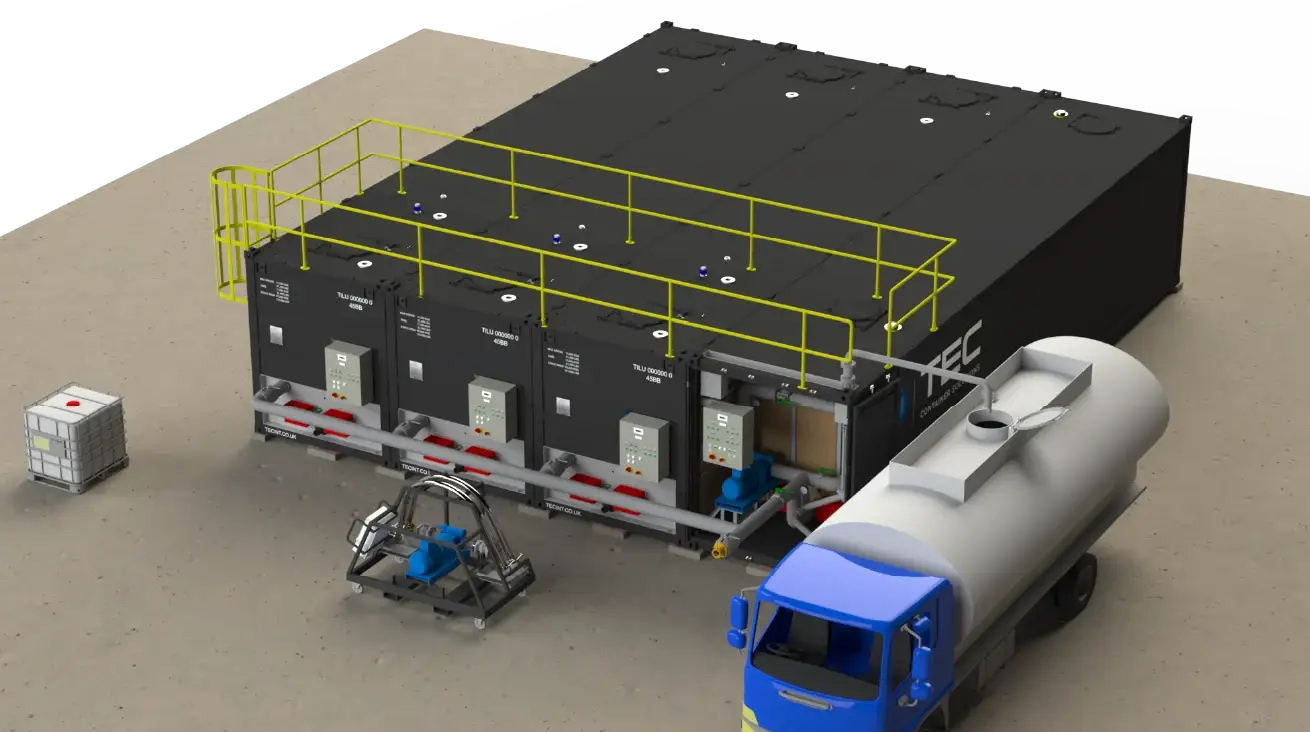
Bund-Free Design
Integrated Pump & Control System
Modular Deployment Design
Standardised Platform Access
Standardised Platform Access
Safe and ergonomic working platform ensures operator access to tank lids and valves in line with global safety standards.
Bund-Free Design
Double-walled tanks and an enclosed pump system eliminate the need for bund walls, cutting setup costs and permitting requirements.
Integrated Pump & Control System
Built-in pumping equipment with optional filtration, temperature monitoring, and flow control — engineered for efficiency.
Modular Deployment Design
Delivered as a ready-to-use unit with minimal site prep, allowing rapid installation in constrained or remote locations.
Example projects

Remote site storage without costly infrastructure
To support ongoing infrastructure development, a 2000MT modular storage facility was deployed to enable flexible bitumen handling on demand. The operation avoided continuous heating and storage in traditional vertical tanks, instead, operators only heated what was required, cutting fuel use and costs.
Ready to Optimise Your Bitumen Storage?
Looking for a scalable, efficient, and low-maintenance solution for bulk bitumen storage? The Bitutainer™ Storage Facility is designed to suit a wide range of site needs — from short-term projects to long-term infrastructure developments.
Tell us about your requirements, and our team will provide tailored advice and support. Submit your enquiry today and receive a response within 24 hours.
How is a Bitutainer™ Storage Facility installed on-site?
Installation is straightforward and requires no bund walls or major civil works, significantly reducing setup costs and lead times. The modular design allows tanks and equipment to be placed on a level surface, making it ideal for remote or developing regions.
Learn more about how we support customers through logistics and setup.
Can I customise the size of my Bitutainer™ Storage Facility?
Yes, the facility is fully scalable. Whether you’re storing 200MT or 5,000MT of bitumen, we tailor the setup using our Storage Bitutainers™ to suit your project size, site layout, and throughput needs.
See our video for a visual on the scalability of the facility.
What heating options are available for stored bitumen?
We offer a range of heating solutions to suit your needs, from electric immersion heaters to high-efficiency direct fire burners to thermal oil system connectivity, designed to maintain product temperatures with minimal energy loss.
Which Storage Bitutainers™ can be used in the facility?
You can choose from High Capacity, High Performance, or MEST Storage Bitutainers™, each offering different levels of thermal efficiency, mobility, and storage volume to suit your specific project needs.
Is the facility suitable for long-term storage?
Absolutely. The Bitutainer™ Storage Facility is engineered for both short-term use and permanent infrastructure, with robust materials and insulation systems that ensure safe, efficient bitumen storage in all climates.
How does this compare to traditional vertical tanks?
From installation time to cost to mobility, there are many reasons to opt for the Bitutainer™ storage option. Unlike vertical tanks, Bitutainer™ Storage Facilities eliminate the need to heat the entire tank volume, allowing you to only heat the product you plan to use. This leads to significant energy savings, easier maintenance, and greater flexibility, especially for variable demand scenarios.
Get in touch with our sales team to discuss more.
Answers to
Not sure if the Bitutainer™ Storage Facility is the right fit for your operations? Our expert team is here to help. Whether you have questions about specifications, heating options, or logistics, we’ll provide the insights you need to make an informed decision.
Ask us your questions today and get expert guidance on your bitumen transport needs.
Explore Related Products
Explore more solutions from the Bitutainer™ range and essential equipment for bitumen handling.
High Performance Storage Bitutainer™
Optimised Bitumen
Storage
High Performance Storage Bitutainer™
Optimised Bitumen
Storage
High Capacity Storage Bitutainer™
Bitumen Storage
High Capacity Storage Bitutainer™
Bitumen Storage